- ВСЕГДА УСТРЕМЛЕНА В БУДУЩЕЕ |

|
ВЫСОКОСКОРОСТНЫЕ
СВЕРЛИЛЬНЫЕ СТАНКИ -
СУПЕРДРЕЛИ
JM325D, JM528D
* Спецификации оборудования
приведены на этой странице после рисунков.
|
- ВСЕГДА УСТРЕМЛЕНА В БУДУЩЕЕ |
 |
 |
|
JM325D
|
JM528D |
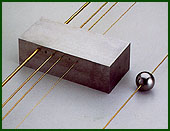 |
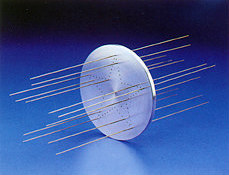
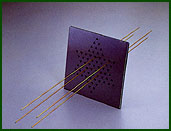 Отверстия для охлаждения
Отверстия для охлаждения |
 Глубокие отверстия в инжекторах
Глубокие отверстия в инжекторах |
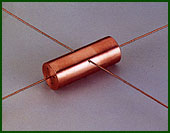 Промывочные
отверстия в медном электроде Промывочные
отверстия в медном электроде |
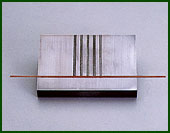 Глухие отверстия
Глухие отверстия |
 Отверстия на наклонной поверхности
Отверстия на наклонной поверхности |
|
|
|
||
| Размеры рабочего стола |
|
|
||
| Ход по X Y |
|
|
||
| Серво-ход электрода по Z |
|
|
||
| Серво ход оси W (по вертикали) |
|
|
||
| Ход направляющей |
|
|
||
| Максимальная масса детали |
|
|
||
| Диаметр электрода |
|
|
||
| Максимальная длина электрода |
|
|
||
| Расстояние
от держателя
электрода до рабочего стола |
|
|
||
| Диэлектрик |
|
|
||
| Объем диэлектрика |
|
|
||
| Вес станка |
|
|
||
| Размеры станка |
|
|
| *Все спецификации и дизайн могут быть изменены без специального уведомления. |
|
|
| Максимальный
выходной ток |
25A |
| Диапазон значений
пикового тока |
10 ступеней (0 ~ 9) |
| Диапазон значений
конденсатора (C-box) |
10 ступеней (0 ~ 9) |
| Диапазон значений T-on | 20 ступеней (0 ~ 19) |
| Диапазон значений T-off | 20 ступеней (0 ~ 19) |
| Диапазон значений
напряжения дуги |
10 ступеней (0 ~ 9) |
| Серво-управление | Бесступенчатое
(VR управление) |
|
СУПЕРДРЕЛИ
JM325DZ, JM528DZ
С СИСТЕМОЙ
УПРАВЛЕНИЯ ФАЗЗИ (АВТОТЕХНОЛОГ)
|
 |
 |
|
|
|
|
(B) Диаметр электрода (C) Износ электрода.
- конденсатор - время-on - время-off - искровой промежуток - серво-чувствительность
|
| СПЕЦИФИКАЦИИ СУПЕРДРЕЛЕЙ JM325DZ, JM528DZ: |
|
|
|
||
| Размеры рабочего стола |
|
|
||
| Ход по X, Y |
|
|
||
| Серво-ход электрода по Z |
|
|
||
| Серво ход оси W (по вертикали) |
|
|
||
| Ход направляющей |
|
|
||
| Maкс. вес детали |
|
|
||
| Диаметр электрода |
|
|
||
| Максимальная длина
электрода |
|
|
||
| Расстояние от держателя
электрода до рабочего стола |
|
|
||
| Диэлектрик |
|
|
||
| Объем диэлектрика | 2 х 20 л | 2 х 20 л | ||
| Вес станка | 620 kг | 620 kг | ||
| Размеры станка | 1090x1465x2070 mm | 1090x1465x2070 mm |
| *Все спецификации и дизайн могут быть изменены без специального уведомления. |
| СПЕЦИФИКАЦИИ ГЕНЕРАТОРОВ: |
|
|
|
||
| Напряжение питания |
|
|
||
| Максимальная
потребляемая мощность |
|
|
||
| Максимальный
пиковый ток |
|
|
||
| Количество параметров
обработки |
|
|
||
| Диапазон значений
пикового тока |
|
|
||
| Диапазон конденсатора |
|
|
||
| Диапазон значений
времени-On |
|
|
||
| Диапазон значений
времени-Off |
|
|
||
| Диапазон искрового
промежутка |
|
|
||
| Диапазон серво-
чувствительности |
|
|
|
СВЕРЛИЛЬНЫЙ
СТАНОК DNC42+DN40
(c системой
ЧПУ)
|
Дополнительные
(по сравнению с JM325DZ, JM528DZ) возможности DNC42+DN40:
|
|
 |
 |
| Обработка отверстий для охлаждения | Обработка множества отверстий |
|
|
|
|
||
| Размеры рабочего стола |
|
||
| Ход по X, Y |
|
||
| Серво-ход электрода по Z |
|
||
| Серво ход оси W (по вертикали) |
|
||
| Ход направляющей |
|
||
| Максимальный вес детали |
|
||
| Диаметр электрода |
|
||
| Максимальная длина
электрода |
|
||
| Расстояние от держателя
электрода до рабочего стола |
|
||
| Диэлектрик | Дистиллированная вода | ||
| Объем диэлектрика | 400 л | ||
| Вес станка | 1200 кг | ||
| Размеры станка | 1200 x 1350 x 2110 мм |
| *Все спецификации и дизайн могут быть изменены без специального уведомления. |
|
|
|
|
|
| Напряжение питания |
|
| Максимальная
потребляемая
мощность |
|
| Максимальный пиковый ток |
|
| Количество
параметров
обработки |
|
| Диапазон пикового тока |
|
| Диапазон конденсатора |
|
| Диапазон времени-On |
|
| Диапазон времени-Off |
|
| Диапазон искрового
промежутка |
|
| Диапазон серво
чувствительности |
|
| Количество
осей,
управляемых ЧПУ |
|
| Программная память |
|
| Количество файлов |
|
| Минимальный ввод |
|
| Интерполяция |
|
| Время выполнения блока |
|
| Внешний интерфейс |
|
| Ввод программ |
|
| Стол для
инструментов |
|
| Подпрограммы |
|
| Фоновое редактирование |
|
| Стандартные циклы |
|
| Преобразование
координат |
|
| Измерение позиции |
|