|
ПРОШИВНЫЕ СТАНКИ С РУЧНЫМ УПРАВЛЕНИЕМ СЕРИИ "F" * Спецификации оборудования
приведены на этой странице после рисунков.
|
 |
 |
|
|
|
Швейцарские линейные направляющие оси Z производства Schneeberger, чувствительные серво-моторы постоянного тока, точные ведущие и шаровые винты, точные направляющие стола, выполненные с применением Turcite-B, обеспечивают точность перемещений.
JOEMARS EDM использует современные источники питания. Вся электроника выполнена на МОП-транзисторах. Высокая скорость удаления металла и равномерная доводка поверхности реализуется благодаря синхронной работе двойных импульсов тока. "Безызносная" работа медью и графитом и наличие специального микро-финишного контура для тонкой доводки поверхностей - это характерные отличительные особенности JOEMARS EDM.
Массивные станина и колонна, отлитые из тонкозернистого чугуна, обеспечивают замечательную температурную и вибрационную стабильность.
Обслуживание источника питания сведено к минимуму. Все компьютерные платы подключены по модульному принципу. Блоки соединяется разъемами. Для контроля состояния предохранителей и модулей используются светодиоды.
Учтен температурный режим работы электроники, для лучшей вентиляции чувствительная к теплу электроника отделена от компонентов с высокой температурой, используется независимая система снижения температуры для обеспечения эффективной работы источника питания. |
|
ПРОШИВОЧНЫЕ СТАНКИ С ПРОГРАММИРУЕМОЙ Z-ОСЬЮ И СИСТЕМОЙ УПРАВЛЕНИЯ "ФАЗЗИ" СЕРИИ "AZ" |
 |
 |
 |
 |
 |
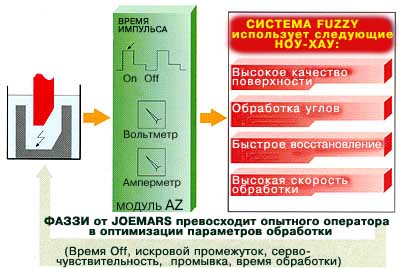 |
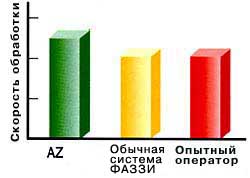
Используя систему управления ФАЗЗИ производства JOEMARS, оператор получает 9600 наборов параметров обработки, которые могут быть изменены во время работы независимо от параметров в памяти. |
| Фаззи AZ использует 50 программ, каждая из которых выполняет один шаг, 5 шагов или 10 шагов (опция) обработки. Каждый шаг включает 12 видов параметров обработки. | 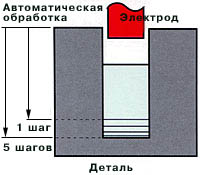 |
|
|
|
 |
 |
|
|
|
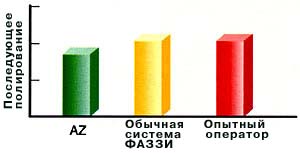
| Благодаря высокому качеству поверхности затраты времени на полирование уменьшаются на 25% | Достаточно ввести: (1) Материал электрода и детали (2) Размеры электрода (3) Износ электрода (4) Пиковый ток. Оптимальные параметры будут выбраны автоматически от черновой до финишной обработки. |
 |
 |
|
|
|
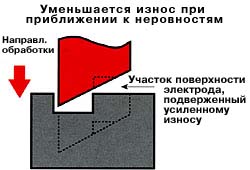
| Автоматически контролирует параметры обработки и в случае обнаружения неустойчивого режима работы устанавливает параметры, необходимые для получения максимальной производительности. | |
 |
 |
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
* - ЕСТЬ АНАЛОГ - СКЛАДСКАЯ ПОЗИЦИЯ В САНКТ-ПЕТЕРБУРГЕ, ПОСЛЕ ТАМОЖЕННОЙ ОЧИСТКИ, ГОТОВ К НЕМЕДЛЕННОЙ ОТГРУЗКЕ, ПО СТАРЫМ ЦЕНАМ = 1,250,000.00 РУБ., ВКЛЮЧАЯ НДС 18%, С КОМПРЕССОРНОЙ СИСТЕМОЙ ОХЛАЖДЕНИЯ ДИЭЛЕКТРИКА, - ЛИКВИДАЦИЯ СКЛАДА, БЕРИТЕ СЕЙЧАС - ПОТОМ БУДЕТ ДОРОЖЕ!!! (ПОШЛИНЫ. ДОЛЛАР И Т.Д.) |
|
|
|
|
||
|
|
|
|
||
|
|
|
|
||
|
|
|
|
||
|
|
|
|||
|
|
|
|
||
|
|
|
|
||
|
|
|
|
||
|
|
|
|
||
|
|
|
|
||
|
|
|
2250x2850x3000 |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
МОДЕЛЬ
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
+(500x1400x600)x2 |